English
English русский
русский Español
Español عربى
عربى
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Content
A typical automotive stamping facility loses 2–5% of steel coil to head and tail scrap without proper processing automation. An integrated coil processing line can cut that waste below 1%, while doubling output per shift. That difference goes straight to the bottom line.
What is a Coil Processing Line?
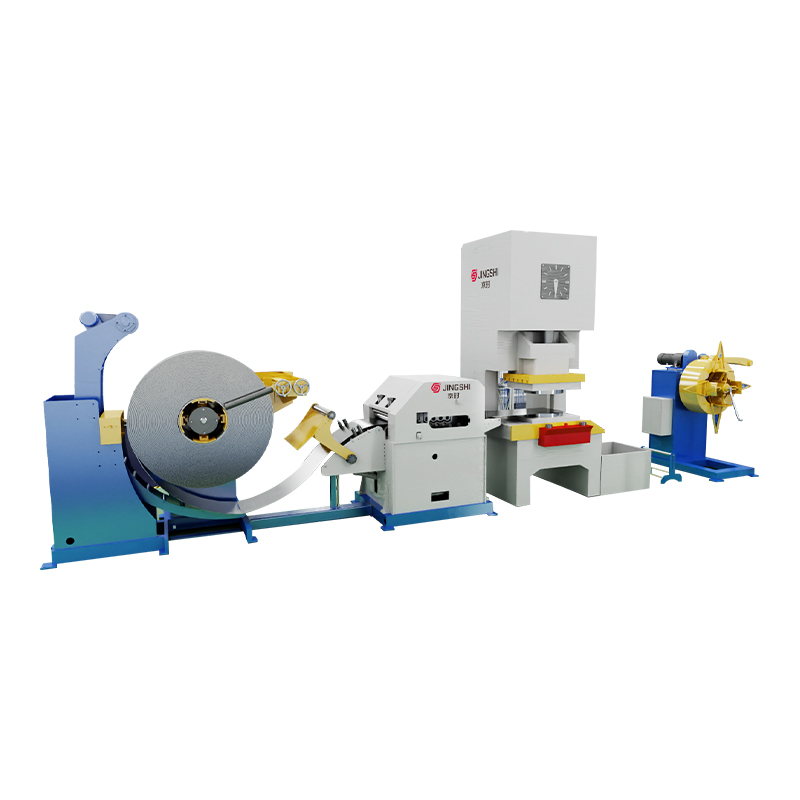
A coil processing line transforms wide, heavy steel or aluminum coils into flat sheets, narrow slit coils, or precisely fed blanks ready for stamping, laser cutting, or roll forming. It sits between the raw material inventory and downstream manufacturing, and its performance dictates material yield, part quality, and overall plant throughput.
At its simplest, the line uncoils, levels, feeds, and cuts. But modern lines integrate servo-driven feeding, real-time flatness inspection, and automated stacking—turning what was once a labor-intensive batch operation into a continuous, lights-out process. The best systems deliver flatness tolerances within 0.5 mm per square meter and feed length accuracy of ±0.05 mm, even at speeds above 60 meters per minute.
Understanding the types of lines, their components, and how to match them to your specific material and production targets is the first step toward a smarter capital investment.
The 4 Main Types of Coil Processing Lines
While every line is customized to some degree, four architectures account for most coil processing operations. Choosing the right one depends on the shape of your raw material, the output your downstream process demands, and the volume you need to run.
| Line Type | Primary Function | Ideal Material Thickness | Typical Line Speed | Best For |
|---|---|---|---|---|
| Slitting Line | Slits a master coil into multiple narrow coils | 0.3 – 4 mm | Up to 120 m/min | Service centers, tube mills, roll forming plants |
| Cut-to-Length (CTL) Line | Cuts leveled strip into precise sheet lengths | 0.5 – 25 mm | 30 – 60 m/min | Blank production for laser cutting, bending, stamping |
| Press Feeding Line | Feeds strip directly into a stamping press in progressive or transfer operations | 0.3 – 6 mm | 16 – 30 m/min | High-volume automotive, appliance, and electrical component stamping |
| Multi-Blanking Line | Simultaneously slits and cuts to produce rectangular blanks in a single pass | 0.5 – 12 mm | 30 – 80 m/min | Elevator panels, roofing sheets, and high-mix blanking operations |
Slitting lines deliver the highest material utilization for coil-to-coil conversion. A slitter with precision tooling can hold width tolerances of ±0.05 mm, critical for downstream tube welding. CTL lines, on the other hand, prioritize flatness and length accuracy. They demand a high-performance leveler—often hydraulic—to eliminate coil set and residual stress before the shear. Press feeding lines are all about synchronization: the feeder must accelerate and position the strip within milliseconds to keep up with press strokes, making servo-driven rollers non-negotiable. Multi-blanking lines combine slitting and shearing in one flow, reducing handling and dramatically boosting output for rectangular blank production when product mix is high.
No single line type is universally better. A service center running thousands of coil sizes annually needs a slitting line with fast changeover. A Tier-1 automotive stamper feeding a 1,200-ton press requires a servo press feeding line with zero-clearance guiding. The decision starts with your material and your customer’s tolerance stack.
Key Components That Define Performance
An entire line’s capability rests on four core modules. Their specifications determine the line’s speed, accuracy, and maintenance profile.
Uncoiler
The uncoiler holds the coil and pays out material under controlled tension. Mandrel expansion range, coil car interface, and the ability to handle coil weights up to 30 tons are key. A twin-cone or expandable mandrel with back tension control prevents telescoping and scratching, especially on surface-critical material.
Leveler
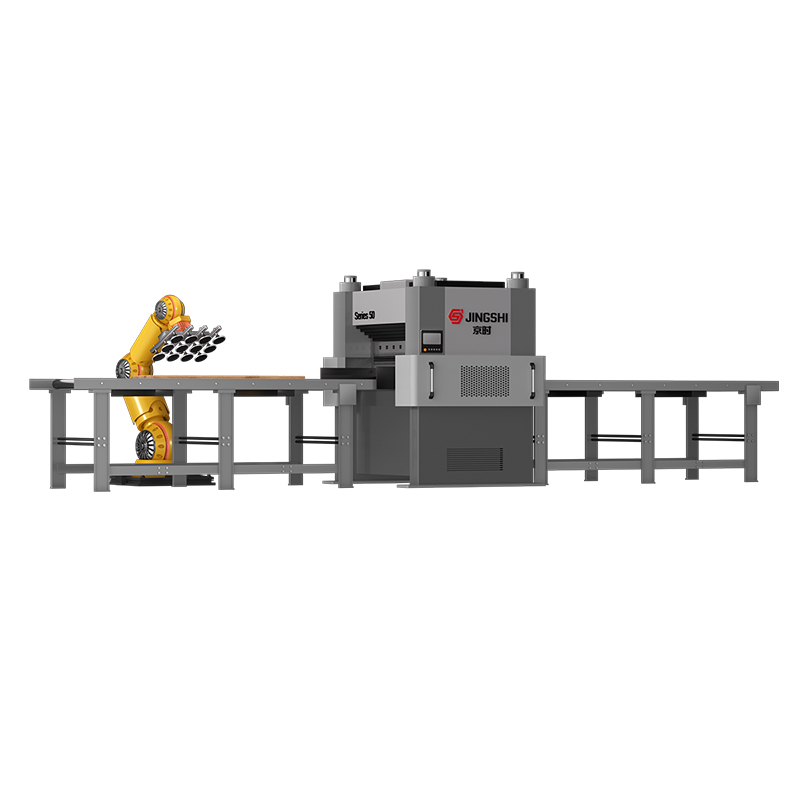
The leveler eliminates coil set, crossbow, and edge wave by repeatedly bending the strip around a series of work rolls. This is where precision is won or lost. Mechanical levelers with adjustable backup rolls can achieve flatness of ±0.3 mm/m² on thicker gauge. Hydraulic servo levelers with closed-loop gap control push that to ±0.1 mm/m², essential for Class-A automotive outer panels and laser-blanked parts. The 30-series thin-plate hydraulic servo precision leveling machine illustrates this advantage: it adjusts the roll gap dynamically based on material thickness feedback, maintaining consistent flatness across the entire coil length even at speed.

| Parameter | Mechanical Leveler | Hydraulic Servo Leveler |
|---|---|---|
| Flatness Tolerance | ±0.3 mm/m² | ±0.1 mm/m² |
| Material Thickness Range | 0.5 – 6 mm | 0.3 – 12 mm |
| Changeover Time | Manual adjustment, 5–10 min | Automatic, under 1 min |
| Typical Application | Structural parts, general fabrication | Exposed automotive, appliance, laser blanking |
Feeder
The feeder advances the strip into the shear or press. Roll feed systems with pneumatic clamping suit lower speeds, but servo-driven feeders with encoder feedback achieve feed length accuracy of ±0.05 mm and can handle speeds up to 60 m/min. This precision directly impacts downstream die life and scrap rates in progressive stamping.
Shear
The shear cuts the leveled strip to length. Rotary shears excel at high-speed CTL lines—up to 80 cuts per minute—while hydraulic shears handle thicker gauge beyond 6 mm. Integrated die accelerators and closed-loop knife gap adjustment prevent burr formation and extend blade life.
Automation & Integration: From Coil to Finished Blank
Stand-alone machines create work-in-process inventory. An integrated coil processing line eliminates that buffer by synchronizing uncoiling, leveling, feeding, cutting, and stacking into one continuous flow. The payoff is a step change in labor efficiency and material throughput.

Consider a mid-volume steel service center processing 15,000 tons per year. A manual line requires three operators per shift for coil loading, sheet handling, and stacking. Material scrap runs at 3% due to inconsistent head/tail cropping and edge trim. With an automated line—including a coil car, servo feeder, hydraulic leveler, and automatic stacker—one operator oversees the process. Scrap falls to 1% because of real-time thickness measurement and optimized cropping. Throughput increases by 25% because the line runs at its designed speed without operator fatigue.
| Parameter | Manual Line | Automated Line |
|---|---|---|
| Operators per shift | 3 | 1 |
| Annual material scrap | 3% | 1% |
| Effective throughput (tons/hr) | 4.5 | 5.6 |
| Typical payback period | — | 12 – 18 months |
Real-time inline inspection adds another layer of value. Laser-based flatness measurement and surface defect cameras feed data back to the leveler and shear control, enabling automatic gap adjustment and part rejection. The result: zero-defect shipments and traceable quality records for every blank produced.
How to Choose the Right Line for Your Application
Matching a line to your needs goes beyond material thickness. Use this decision framework to narrow your options before engaging an integrator.
- Material specification: Define your maximum and minimum coil width, thickness range, and yield strength. High-strength steel above 780 MPa demands a leveler with higher roll force and robust gearing.
- Output format: Are you producing slit coils, cut sheets, or press-ready blanks? The answer eliminates at least two line types immediately.
- Volume and cycle time: A line running 24/7 needs automatic coil loading and stacking. For batch production, semi-automatic changeover may suffice.
- Precision requirements: If your downstream process—like laser cutting—requires sheet flatness within 0.5 mm/m² and length tolerance ±0.15 mm, a hydraulic leveler with servo feed is non-negotiable.
- Floor space and material flow: Map the coil entry, scrap exit, and finished blank palletizing areas. A poor layout can choke throughput, regardless of line speed.
For example, a facility feeding a large-bed laser cutting system with 3 mm cold-rolled steel benefits most from a CTL line equipped with a hydraulic precision leveler and servo feeder. The line delivers consistently flat, burr-free sheets that maximize laser nest yield. In contrast, a tube producer running multiple widths from a single master coil needs a slitting line with rapid tooling change and tension-controlled recoilers.
Optimizing Material Handling for Your Coil Line
A line’s efficiency is only as strong as the material handling that feeds it. A coil car that takes 10 minutes to load a 20-ton coil creates a bottleneck no 60 m/min line can recover from. Similarly, finished blanks that pile up at the stacker because of slow forklift cycles degrade overall equipment effectiveness.
At the front end, automated coil cars with V-cradle or walking-beam designs reduce loading time to under 3 minutes. At the back end, vacuum lifting systems equipped with non-marking suction cups handle finished sheets without scratching, while power-assisted manipulators allow a single operator to position heavy blanks for palletizing or direct line-side feeding. When combined with an overhead jib crane or folding-arm crane, these solutions create a seamless flow from coil yard to press shop.


Reducing manual handling also improves safety. A well-designed material handling system eliminates the most common injuries associated with coil processing: crush risks during coil loading and back strains from repetitive sheet lifting. The integration of vacuum lifters and manipulators turns a hazardous, three-person task into a safe, one-person operation.
Conclusion & Next Steps
Selecting a coil processing line is a strategic decision that affects material yield, part quality, and labor costs for years to come. The right line matches your material grade, output format, and precision requirements while integrating efficient material handling from coil receiving to finished blank dispatch.
Most plants benefit from a detailed line layout study that considers their unique product mix and factory constraints. Contact our engineering team for a no-obligation discussion about your coil processing needs—we’ll help you map out a configuration that delivers measurable ROI from day one.