 English
English русский
русский Español
Español عربى
عربى
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Content
- 1 Why Sheet Metal Requires Leveling
- 2 Hammer and Flame Leveling
- 3 Press and Straightening Press Leveling
- 4 Roller Leveling: From Simple Straighteners to Precision Systems
- 5 Tension Leveling
- 6 Hot Rolling and Cold Rolling Leveling
- 7 Hydraulic Precision Leveling: The Modern Industrial Standard
- 8 Stretcher Leveling
- 9 How to Choose the Right Sheet Metal Leveling Method
- 10 Integrating Leveling into a Complete Production Line
Sheet metal leveling is a critical step in modern metal fabrication. Before any cutting, bending, welding, or stamping operation can deliver consistent results, the raw material must be genuinely flat — not just visually flat, but stress-free and dimensionally stable. Choosing the wrong leveling method leads to rejected parts, rework, and downstream process failures. This guide covers every major sheet metal leveling method, explains the physics behind each, and gives you a practical framework for selecting the right approach based on your material, volume, and precision requirements.
Why Sheet Metal Requires Leveling
Sheet metal leaves the mill in coil form. During coiling, the outer surface stretches while the inner surface compresses, locking opposing stresses into the material's grain structure. When service centers uncoil, straighten, and cut the sheet to length, those stresses do not fully disappear — they remain trapped inside what appears to be a flat piece of metal.
The problem becomes visible the moment a thermal cutting process such as laser or plasma cutting is applied. Heat releases the locked stresses, and parts warp, bow, or develop edge and center waves. The same distortion occurs after punching or fine blanking. Even mechanically cut parts exhibit residual stress that distorts geometry during subsequent forming or welding.
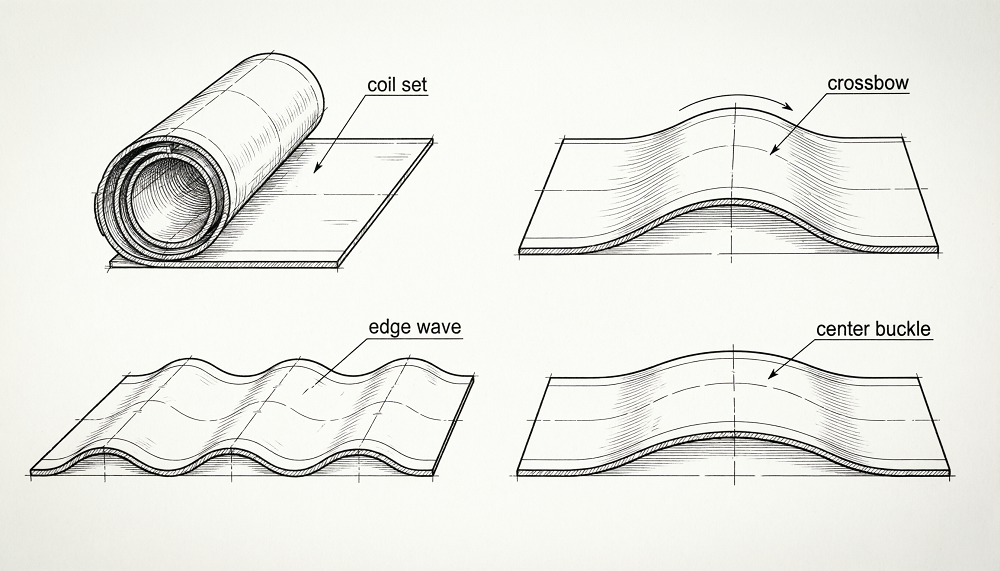
The common flatness defects that leveling must address include:
- Coil set: a longitudinal bow following the coiling direction, most severe toward the coil core.
- Crossbow: a transverse bow perpendicular to the rolling direction, with the center raised above the edges.
- Edge wave: wavy edges caused by compressive stress in the edge zones relative to the center.
- Center buckle: localized buckling in the middle of the sheet where the center is longer than the edges.
- Twist: diagonal distortion across the part surface, often introduced during asymmetric cutting or handling.
Each defect type has a different stress profile and therefore responds differently to each leveling method. Understanding sheet metal flatness standards before selecting a leveling process allows you to define a measurable acceptance criterion and avoid disputes at commissioning.
Hammer and Flame Leveling
Hammer leveling is the oldest sheet metal leveling method and remains in use today for specific situations where machine leveling is impractical. An experienced operator strikes the sheet with a hammer in a deliberate pattern, stretching compressed zones and relieving local stress concentrations. Flame leveling works on a related principle: a torch heats a localized area, causing thermal expansion; as the zone cools and contracts, it pulls surrounding material toward the heated point, correcting local bowing.
Both methods demand significant skill. Results depend directly on the operator's ability to read the part, judge stress distribution, and apply the right energy in the right sequence. No two operators produce identical results, and no single part can be reproduced with certainty. A single piece can take anywhere from 30 minutes to several hours to level, depending on the severity of distortion and part complexity.

When hammer and flame leveling makes sense
- Already-assembled structures or weldments that cannot pass through a roller machine.
- Very small production volumes where machine setup cost is not justified.
- Custom-shaped or irregular parts that machine guides cannot accommodate.
- On-site correction of finished components where dimensional tolerance is moderate.
For production environments where throughput, repeatability, or precision flatness tolerances matter, hammer and flame leveling is unsuitable. The human factor makes it impossible to guarantee consistent results across a batch.
Press and Straightening Press Leveling
A straightening press supports the sheet or plate at two points and applies a forming die to press the material flat between those support points. The process targets specific locations on the part where distortion is concentrated. Multiple press cycles are typically needed before the part reaches acceptable flatness, as each press stroke corrects one area while potentially introducing stress in adjacent zones.
Some fabricators use press brakes as improvised levelers, which is viable for correcting a single visible deformation but does not address distributed internal stress. A dedicated straightening press provides better control than a press brake repurposed for leveling but still cannot match the throughput or stress-relief depth of a roller-based system.
Leveling a single piece on a straightening press typically takes up to 60 minutes and requires a skilled specialist to interpret the part's behavior between strokes. The method becomes more practical for plates thicker than 50 mm, where roller levelers may lack the mechanical capacity, and for low-volume production where a machine investment is not justified.
Limitations to consider
- Cannot address distributed internal stress — only visible geometric defects at discrete points.
- Risk of springback requires repeated pressing cycles and extended cycle times.
- Relies heavily on operator judgment, making repeatability between operators variable.
- Not suited for thin sheet metal — high local load concentration risks surface damage or permanent marking.
Roller Leveling: From Simple Straighteners to Precision Systems
Roller leveling is the most widely used industrial sheet metal leveling method. The sheet passes through a series of staggered rollers that subject it to alternating bends of progressively decreasing amplitude. This repeated elastic-plastic deformation redistributes internal stresses across the cross-section and drives the material toward a uniform, stress-relieved flat state.
The basic physics follows a diminishing sine wave: the entry end applies the largest bending displacement, and each successive roller pair reduces the displacement until the material exits in a near-neutral stress state. The effectiveness of the process depends on three interrelated variables: roller diameter, roller pitch (center-to-center spacing), and pressing depth (penetration).
Simple roller levelers (straighteners)
Simple straighteners use a minimum of seven rollers with relatively large diameters and wide spacing. They handle thicker plates and a limited thickness range. Because the rollers are not actively supported against deflection under load, they bow under pressure, producing uneven bending across the sheet width. Flatness results are adequate for general structural applications but insufficient for precision manufacturing. Multiple passes through the machine are often required, and the process still depends on operator experience to set the rollers correctly.
Precision multi-roller levelers
Precision levelers add intermediate and support rollers behind the working rollers to prevent deflection under load. This allows smaller working roller diameters and tighter pitch, which increases the number of bending cycles per unit of sheet length and improves the machine's ability to correct short-wave defects such as edge waves and center buckles. Precision systems can achieve flatness values of 0.1 mm/m or better — a requirement for saw blades, precision stamping components, and fine-tolerance sheet metal assemblies.
Compared to manual methods, roller leveling dramatically reduces cycle time. A part that requires 10 minutes of press brake or hammer leveling by hand can be processed in under one minute on a precision roller leveler, translating to measurable cost reductions in high-volume operations.
Rolling machine (three-roller systems)
The simplest roller-based configuration uses three offset rollers. The sheet bends around the rollers as it passes through, and the process is repeated until flatness is acceptable. This approach is effective only for parts with simple, uniform flatness defects. It does not address internal stress and requires multiple repetitions for any material with significant distortion. It is best suited for workshops handling light bending corrections at low volume.
Tension Leveling
Tension leveling stretches the sheet longitudinally by pulling it between two tension reels until the applied stress exceeds the material's yield strength. As the sheet yields uniformly across its cross-section, the stress differential between previously compressed and tensioned zones collapses, and the material exits in a flat, low-residual-stress state.
Many industrial tension leveling systems combine roller bending with tensioning in a hybrid approach: the sheet first passes through bending rollers to redistribute gross stress, then undergoes tensioning to achieve final flatness and thickness uniformity. This combination is particularly effective for high-strength steels and very thin materials where roller-only systems struggle to apply sufficient bending without surface contact damage.
Best applications for tension leveling
- Very thin sheet and foil where small roller diameters still mark the surface.
- High-strength steel grades with yield-to-tensile ratios close to 1.0, which are difficult to bend without over-stressing.
- Coil processing lines where the material runs continuously and tension control is already part of the line architecture.
- Applications where thickness uniformity across the width is as critical as flatness.
The drawback is complexity and capital cost. Tension leveling requires precise control of the tension reels and careful calibration to avoid introducing new longitudinal stress from uneven pulling. It is less practical for part-by-part leveling after cutting and is primarily used in coil processing environments.
Hot Rolling and Cold Rolling Leveling
Cold rolling leveling passes the sheet through rollers at or near room temperature, applying high pressure that deforms the material plastically. This method not only corrects flatness but improves surface finish and increases mechanical properties — hardness and tensile strength both rise due to work hardening. It is appropriate when surface quality is a primary requirement, such as for automotive body panel blanks or precision engineering substrates. The limitation is that cold rolling is restricted to thinner gauges; very thick plates require excessive force, and the work hardening effect can reduce ductility to the point where downstream forming is affected.
Hot rolling leveling heats the sheet above its recrystallization temperature before passing it through the leveling rollers. Elevated temperature reduces yield strength and increases ductility, making thick plates much easier to deform. The heat also accelerates stress relief. This approach is standard in primary steel processing and shipbuilding-grade plate production. The energy cost of heating is the primary operational disadvantage, and thermal treatment can alter the material's microstructure in ways that require post-process verification for specification-sensitive applications.
Hydraulic Precision Leveling: The Modern Industrial Standard
Hydraulic precision leveling represents the current state of the art in sheet metal leveling for production environments. Unlike mechanical roller levelers where pressing force is fixed by screw adjustment, a hydraulic leveling machine uses closed-loop hydraulic cylinders to control the pressing force and roller gap dynamically across the full width of the sheet. This allows the system to maintain consistent bending energy even as material thickness, yield strength, or temperature varies within a production batch.

The working principle remains alternating elastic-plastic bending, but the precision of the hydraulic drive unlocks capabilities that mechanical systems cannot match:
- Wide material range: hydraulic systems can process materials from 0.1 mm ultra-thin copper foil to 60 mm special alloy thick plate within a single machine family, switching between them via stored recipes.
- Active crown control: support rollers behind the working rollers are hydraulically adjusted zone by zone, compensating for roller deflection under load and ensuring consistent bending across wide sheets — critical for eliminating edge waves and center buckles simultaneously.
- Repeatable recipe-based operation: material-specific parameters (force, penetration, speed) are stored and recalled automatically, eliminating operator-dependent setup variation across shifts.
- Perforated and heat-treated material handling: advanced zone-by-zone roller pressure control enables selective elongation across the width, making it possible to level materials that defeat simpler systems — perforated sheets, post-heat-treated blanks, and high-tensile-strength plate.
The key differentiation between hydraulic leveler designs lies in control architecture. Controlling hydraulic pressure alone is not equivalent to closed-loop control of roller position or cylinder force. Position and force feedback — via linear scales and load cells — is what enables day-to-day repeatability in the face of oil temperature drift, valve response variation, and gradual component wear. Machines that rely on pressure control alone will produce consistent results only within a narrow operating band.
For bulk production operations in automotive components, precision sheet metal, elevator parts, saw blades, and electronics enclosures, hydraulic precision leveling is the method that makes production-level flatness guarantees achievable and verifiable. Explore the full range of industry applications where precision leveling delivers measurable process improvement.
Stretcher Leveling
Stretcher leveling uses hydraulic clamps to grip the sheet at both ends and pull it in multiple directions simultaneously until internal stresses are equalized through uniform yielding across the full cross-section. Unlike tension leveling in coil processing lines, stretcher leveling operates on individual cut sheets or plates and is designed for materials where longitudinal and transverse stress gradients both need correction in a single operation.
The method achieves excellent flatness and residual stress relief but is slower than continuous roller or tension leveling and is best suited for high-value, low-volume applications such as aerospace plate, thick structural blanks, or specialty alloy sheets where part cost justifies the longer cycle time. It requires careful calibration: insufficient stretch leaves residual stress; excessive stretch permanently alters dimensions and mechanical properties.
How to Choose the Right Sheet Metal Leveling Method
The correct leveling method is determined by a combination of material properties, production volume, flatness requirement, and part geometry. The following table summarizes the key selection criteria across all major methods.
| Method | Thickness Range | Volume Suitability | Flatness Quality | Stress Relief | Typical Use Case |
|---|---|---|---|---|---|
| Hammer / Flame | Any | 1–5 pieces | Low / Variable | Partial (local only) | Weldments, on-site repair |
| Straightening Press | > 50 mm typical | Small batch | Moderate | Partial (point correction) | Thick plate, visible deformation |
| Simple Roller Leveler | Medium–thick | Medium | Moderate | Limited | General structural plate |
| Precision Roller Leveler | Thin–medium | High | High (≤ 0.5 mm/m) | Good | Stamping, laser cutting prep |
| Tension Leveling | Very thin – high strength | High (coil line) | Very high | Excellent | AHSS, foil, coil processing |
| Cold Rolling Leveling | Thin | High | Very high | Good | Automotive body panels, precision parts |
| Hot Rolling Leveling | Thick plate | High (mill-scale) | Moderate–high | Good | Structural steel, shipbuilding plate |
| Hydraulic Precision Leveling | 0.1 mm – 60 mm | High | Very high (≤ 0.1 mm/m) | Excellent | Precision mfg, mixed-material production |
| Stretcher Leveling | Medium–thick | Low–medium | Very high | Excellent | Aerospace plate, specialty alloys |
Practical selection logic
Start with your material. If you process a wide range of alloys and thicknesses in a single facility, hydraulic precision leveling is the only method that handles the full spectrum with recipe-based consistency. If your operation is limited to a single material family at high volume, a precision roller leveler optimized for that window may be more cost-effective. For very thin foil or advanced high-strength steel in a continuous coil line, tension leveling delivers the most uniform results. For occasional thick-plate corrections or weldment rework, a press or straightening press remains the practical choice.
Then consider your downstream processes. If the leveled sheet will be laser cut, the residual stress level after leveling matters as much as geometric flatness — thermal cutting will release whatever stress remains. If it will be precision stamped or formed, flatness uniformity across the width is the dominant requirement. Defining the downstream sensitivity before selecting a method ensures that the leveling step actually solves the problem rather than just moving it.
For a deeper comparison of techniques and equipment configurations, the guide on metal levelling techniques covers additional tool-level detail for each approach.
Integrating Leveling into a Complete Production Line
In modern sheet metal fabrication, leveling rarely operates as an isolated step. The highest return on leveling investment comes when the leveling machine is integrated into a connected production line — linked to the decoiler upstream, the cutting or stamping system downstream, and a central data system that logs material parameters, force settings, and flatness outcomes for traceability.
Recipe-based material handling is the practical mechanism: when the material ID changes, the leveling program changes automatically, eliminating manual setup time and the risk of running the wrong parameters on a new alloy or thickness. Downstream inspection feedback — where a flatness measurement result is used to refine the next leveling cycle — closes the loop and enables continuous improvement without operator intervention.
Regardless of the leveling method selected, surface integrity must be monitored alongside flatness. Roller marking, pickup from contaminated rollers, and micro-scratches on sensitive alloys such as aluminum or copper are rejection causes that appear after leveling, not during it. Maintenance discipline — roller cleaning, oil cleanliness, sensor calibration, and periodic geometry verification — is the operational practice that keeps leveling results consistent over time.
For manufacturers evaluating hydraulic precision leveling solutions for integration into their production lines, the application overview provides configuration guidance by industry and material type.











