 English
English русский
русский Español
Español عربى
عربى
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi


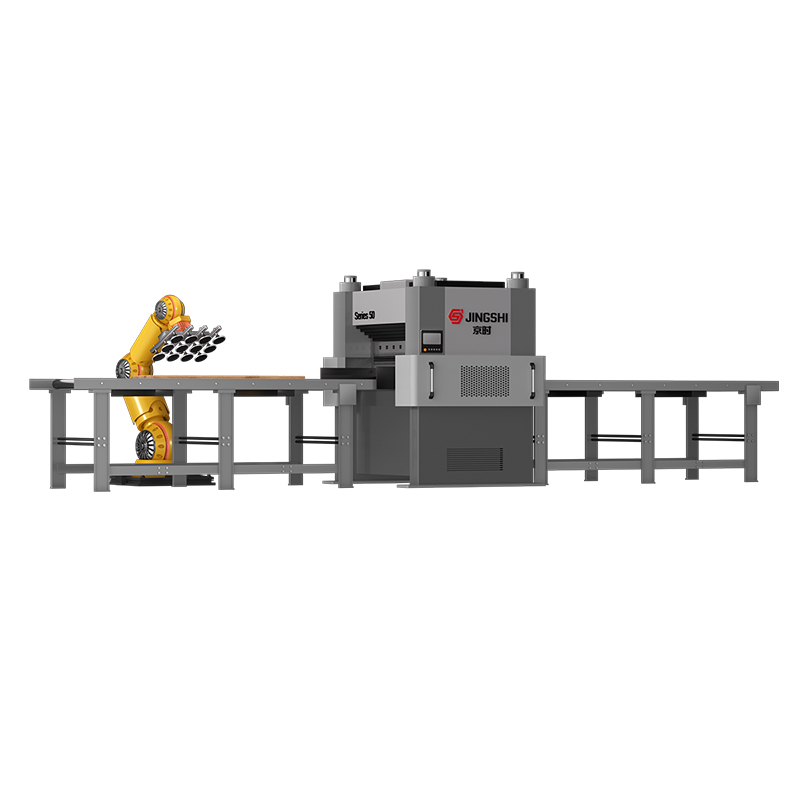
60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine
Eliminate stress with the 60 Series Leveling Machine. Rated 1-8mm, max 15mm. Achieves ≤1mm/m flatness. View detailed introduction.
- Specification
- About JINGSHI
- Contact Us
| Width of standard series | 600 | 900 | 1000 | 1300 | 1600 | 1900 | 2100 |
| Diameter of leveling roller | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
| Number of leveling rollers | 21 | 21 | 21 | 21 | 21 | 21 | 21 |
| The shortest workpiece length for flattening Lmin (mm) | Lmin=130 | Lmin=130 | Lmin=130 | Lmin=130 | Lmin=130 | Lmin=130 | Lmin=130 |
| Nominal thickness of leveling material T (mm) | 1.0-8.0 | 1.0-8.0 | 1.0-8.0 | 1.0-8.0 | 1.0-8.0 | 1.0-8.0 | 1.0-8.0 |
| Maximum thickness of flattening material Tmax (mm) | Tmax=15 | Tmax=15 | Tmax=15 | Tmax=15 | Tmax=15 | Tmax=15 | Tmax=15 |
| Leveling accuracy | The parameters are calculated according to the material Q235/yield strength 235MPa, and the length and width are detected within 1m | ||||||
| 0.01-0.05mm | 0.01-0.05mm | 0.01-0.05mm | 0.01-0.05mm | 0.01-0.05mm | 0.01-0.05mm | 0.01-0.05mm | |
| Straightening line speed (m/min) | Speed adjustable at 1-10m/min | ||||||
| voltage | AC three-phase 380V | ||||||
| Optional Accessories | 1. Pulling out the flattening roller downwards (convenient for roller quick change and surface cleaning) | 4. Four/six times leveling roller | 7. Number of leveling rollers | ||||
| 2. Pulling out the leveling roller (convenient for roller quick change and surface cleaning) | 5. Automatic loading/unloading manipulator/palletizing robot | 8. Uncoiler - Hydraulic/Mechanical Cutting Line | |||||
| 3. Pulling out the roller up and down (convenient for roller quick change and surface cleaning) | 6. Feeding and discharging roller assembly line: with/without power | 9. Uncoiler - laser cutting blanking line | |||||
| Customized requirements | Customer customization requirements are acceptable | ||||||
| Remarks | Straighten the pressing gap of materials, input relevant parameters through the touch screen, and the equipment will automatically adjust. | ||||||
Core Product Description & Technical Deep Dive
60 Series High-Efficiency Hydraulic Leveling Machine: Precision Stress Relief for Heavy-Gauge Plates
In the realm of heavy metal fabrication, simple "flattening" is no longer sufficient. The 60 Series Hydraulic Leveling Machine (designed for plate thicknesses ranging from 3mm to 60mm) goes beyond basic physical pressure. Engineered on the principles of elastoplastic deformation theory and the Bauschinger Effect, our system systematically eliminates internal residual stresses, achieving a stress relief rate of 85%-95%.
Core Working Principles & Engineering Excellence:
Harmonic Attenuation Straightening: Unlike standard levelers, the 60 Series utilizes a sophisticated multi-roll structure (19-high or 21-high configurations). As the plate passes through, it undergoes a precise "S-shaped" trajectory: entering with a large bending radius to eliminate macro-waves, transitioning through medium bends to address mid-scale wrinkles, and exiting with micro-bends for fine-tuning. This gradually converts varying curvatures into a single, flat plane.
Micron-Level Closed-Loop Hydraulic Control: Distinguishing itself from traditional semi-hydraulic systems, the 60 Series is equipped with an imported, fully automated hydraulic system. The control unit boasts a calculation speed of 0.01ms, working in tandem with high-precision displacement sensors to make micron-level adjustments to the roll gap. Even when processing parts with abrupt cross-sectional changes, the integrated leveling gap adjustment mechanism ensures a constant gap, fundamentally preventing workpiece collapse, sickle bends (camber), and roller indentations.
Real-World Performance Data (Field Test Report)
Test Material: Q345B High-Strength Steel Plate, 25mm Thickness
Initial Condition: Edge waviness of 15mm/m with significant internal stress warping.
Post-Leveling Result: After a single pass, flatness was consistently controlled within 1mm/m. Residual stress was reduced to below 30MPa, fully meeting the stringent requirements for subsequent precision laser cutting and robotic welding.
FAQ
Q: How does the 60 Series effectively eliminate springback when leveling high-strength thick plates (e.g., Q690 or Hardox)?
A: Springback is the biggest challenge in heavy plate leveling. Unlike traditional machines that rely on brute force, the 60 Series utilizes a dynamic zone-leveling technology combined with a material memory compensation algorithm. By applying independent hydraulic pressure to specific zones and predicting the material's rebound trend in real-time, the machine applies precise counter-force. Field tests show this reduces the 24-hour rebound rate of 16mm high-strength steel from the industry average of 30-40% down to less than 5%, ensuring the plate stays flat after laser cutting.
Q: Can this machine remove internal residual stress, or does it just flatten the surface visually?
A: It does much more than just visually flatten the surface. True leveling is about stress redistribution, not just physical pressing. The 60 Series forces the plate through a precise "S-shaped" bending path with multiple rolls, creating differential plastic elongation between the surface and core fibers. This process eliminates 85%-95% of internal residual stress. A simple verification method is the "cross-cut test": after leveling, if you cut a cross into the plate and the gap does not open or shift, the internal stress has been successfully neutralized.
Q: Is the roller gap adjustment manual or automatic? How precise is it?
A: The 60 Series features a fully automatic hydraulic gap adjustment system. Unlike older mechanical screw-down models that require manual stopping and adjusting, our system allows for micron-level precision (0.01mm) via the PLC touch screen. Operators can save specific parameter sets for different materials (e.g., "20mm Q345B" or "10mm Stainless Steel") and recall them instantly, significantly reducing setup time and eliminating human error.
Q: Why does the leveling speed need to be adjustable, and what is the recommended speed for thick plates?
A: Speed directly affects the "deformation sufficiency." If the speed is too high, the plate "floats" between the rolls without undergoing sufficient plastic yield, leading to "false flatness" (it looks flat but springs back later). For thick plates (>10mm) and high-strength materials, we recommend a lower speed (typically 4-10 meters/minute) to ensure the bending force penetrates to the core of the material. The 60 Series allows variable speed control to perfectly balance efficiency with leveling quality.
Founded in 2016, Suzhou JingShi Intelligent Equipment Co., Ltd. is an integrated high-tech enterprise combining research, manufacturing, and trade. 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine Manufacturers and 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine Suppliers. We focus on deliver high precision, efficiency, and stability to global manufacturers.
Our core team brings over a decade of expertise in metal forming and finishing, mastering system-level R&D from structural design to hydraulic control and automation integration. 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine OEM/ODM Custom. We drive growth through technological innovation and continuous improvement.
Our core team brings over a decade of expertise in metal forming and finishing, mastering system-level R&D from structural design to hydraulic control and automation integration. 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine OEM/ODM Custom. We drive growth through technological innovation and continuous improvement.
Recommended Products
-


80 Series Heavy-Duty Plate Hydraulic Ultra-Precision Leveling Machine
-

30 Series Thin Plate Hydraulic Servo Precision Leveling Machine
-

40 Series Heavy-Duty Hydraulic Precision Leveling Machine
-
50 Series Four-Column Hydraulic Intelligent Precision Leveling Machine
-

100 Series Large Workpiece Hydraulic Precision Leveling Machine
-

High Precision Decoiler Straightener Feeder & CTL Line
JingShi Intelligent
Technology Leads, Precision Craftsmanship
JingShi Intelligent boasts a strong R&D team comprising mechanical designers, hydraulic engineers, and automation experts, capable of end-to-end system development from structural design to full line control. We are China 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine Factory. With a manufacturing area of 2,557.97 m² and advanced assembly and inspection facilities, we operate under strict quality management standards.
Each machine undergoes comprehensive testing — including flatness precision, load performance, and noise assessment — to ensure long-term stability and reliability that meets international requirements.
Each machine undergoes comprehensive testing — including flatness precision, load performance, and noise assessment — to ensure long-term stability and reliability that meets international requirements.
Certificate Of Honor






Stay Connected, Insights & Innovation from JingShi
-

 Industry News
Industry News
 2026.07.15
A typical automotive stamping facility loses 2–5% of steel coil to head and tail scrap without proper processing automation. An integrated coil proce...
2026.07.15
A typical automotive stamping facility loses 2–5% of steel coil to head and tail scrap without proper processing automation. An integrated coil proce... -
Industry News
2026.07.08
1. Introduction to Panel Lifting Devices Every year, manufacturers lose thousands of hours to slow, manual panel handling. A single worker reposition...
-
Industry News
2026.06.29
What Is an Inline Vacuum Filter and Why Do You Need One? Every minute of unscheduled downtime on a vacuum-driven production line can cost thousands o...
-
Industry News
2026.06.23
What Are Vacuum System Components? Every automated handling system that relies on vacuum shares a delicate balance. The right combination of componen...
Contact us
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 by Suzhou JingShi Intelligent Equipment Co., Ltd. Rights Reserved. Custom 60 Series Thick Plate High-Efficiency Hydraulic Leveling Machine Suppliers
